|
Ultra-precision machining of PCD : The polycrystalline diamond (PCD) has been widely used as cutting tools and mold dies by making use of superior characteristics, such as hardness and chemical stability. The ultra-precision machining in this work is each composed of two processing methods; the dry grinding under the constant pressure grinding using fine metal-bonded diamond wheel and the fine polishing using quarts plate under UV-irradiation. Figure 1 and 2 show a surface profile and AFM image obtained from ground PCD. The finished surface roughness reached to 1.9nm in Ra by the dry grinding.
|
Figure 1 Typical surface profile of ground PCD
|
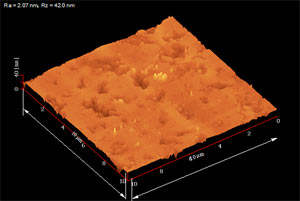
Figure 2 Typical AFM image of ground PCD
|
|